Элементы электрических соединений (выводы, контактные площадки, разъемы) являются неотъемлемой частью функциональных приборов микро-, опто-, акусто- и наноэлектроники, микромеханических систем. В работе любого прибора (сенсора, датчика, оптического излучателя, транзистора) присутствует электрический сигнал, подведенный с помощью проводящих выводов к активному элементу, на котором всегда существуют электрические выводы – контакты, формируемые с помощью тонкопленочных технологий.
Вследствие роста интеграции элементов в чипах, освоения новых частотных диапазонов, перехода к наноструктурированным материалам площади контактных элементов уменьшаются. Размеры контактных элементов некоторых современных приборов уже достигают нескольких нм. Воспроизводимая технология создания элементов с такими размерами является критической в производстве функциональных приборов элементной базы нового поколения. Безусловно, успех в реализации технологии субмикронной контактной металлизации во многом зависит от правильного выбора технологического оборудования.
Существует три основные методики, позволяющие сформировать многослойное металлическое покрытие: электронно-лучевое и терморезистивное испарение, магнетронное распыление. Только одна из представленных методик полностью соответствует современным требованиям по формированию субмикронной контактной металлизации. Для понимания проблемы необходимо рассмотреть особенности формирования топологического рисунка контактов. В основном для этих целей используется взрывная «lift off» литография, успешно применяемая на протяжении уже нескольких десятилетий. Достижения в разработке новых полимеров и в электронной оптике позволили с помощью взрывной литографии изготавливать топологические элементы с размерами менее 0,1 мкм.
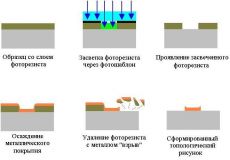
Технологические этапы взрывной литографии представлены на рис.1. Сначала на подготовленную поверхность полупроводникового образца наносят слой фоторезиста. Однородность толщины и качество покрытия обеспечиваются традиционным для метода центрифугированием. Далее фоторезист сушится при невысоких температурах. В результате получается некоторое подобие фотографической пластинки, чувствительной к определенному диапазону длин волн излучения. В зависимости от того, какой фоторезист используется – негативный или позитивный - засветка, происходящая через фотошаблон со сформированным заранее рисунком, усиливает инертность фоторезиста либо разрушает его структуру. После этого образец промывается в проявителе, удаляющем разрушенный засветкой фоторезист (позитивная литография) либо фоторезист с неизмененной структурой (негативная литография). В случае широко применяемого в микро-, акусто-, оптоэлектронике позитивного фоторезиста в засвеченном месте образуется открытое окно определенной формы, через которое виден полупроводник.
Далее проводится осаждение многослойного или однослойного металлического покрытия. Важно отметить, что этот процесс подразумевает образования слоев металла на всей площади образца, обращенной к источнику материала. После осаждения покрытия образец погружается в органический растворитель, растворяющий фоторезист и обеспечивающий его удаление с поверхности полупроводника. При этом вместе с фоторезистом удаляются ненужные слои осажденного металла. В результате на поверхности полупроводника образуется требуемый рисунок контактной топологии. Все представляется довольно простым, однако, технология взрывной литографии имеет свои узкие места. Главная проблема – обеспечение легкого «взрыва» - удаления фоторезиста со слоем металла. Существуют два источника затруднений при проведении операции взрыва:
1. Перегрев (задубливание) слоя фоторезиста при осаждении. Эта проблема типична для методик требующих расплавления испаряемого металла (электронно-лучевое или терморезистивное испарение). Если образец со слоем фоторезиста находится вблизи источника, тепловое излучение расплавленного металла может нагреть фоторезист до 200оС, что неизбежно приведет к задубливанию. Для уменьшения плотности теплового излучения от расплавленного металла, традиционно отодвигают образцы от испарителя на расстояние порядка 400-500 мм, это снижает скорость нагрева образцов во время процесса. При этом, в случае достижения определенной температуры (обычно 80-90оС) осаждение прекращается. После остывания образца процесс нанесения металла возобновляется до достижения заданной толщины слоя. Благодаря конструкции современных электронно-лучевых установок, обеспечивающих сверхвысокий вакуум внутри камеры испарения, в перерыве между нанесением слоёв металла на открытой поверхности металла не происходит образования окислов и прочих загрязнений.
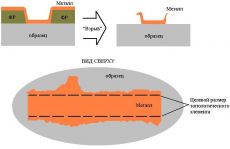
2. Осаждение на стенки профиля (рис.2). Это более существенная проблема, по сравнению с предыдущей, требующая от реализуемого технологического маршрута двух составляющих: хорошо отлаженного процесса формирования обратного профиля фоторезиста и соответствующей технологии осаждения. Обратный профиль фоторезиста реализуется при использовании многочисленных технологических способов, в том числе с помощью двухслойной литографии. В этом случае на этапе формирования фоторезистивного покрытия последовательно наносятся слои, имеющие различную чувствительность к засветке, причем верхний слой разрушается менее интенсивно. При удалении засвеченных слоев образуется структура с обратным профилем.
Даже использование технологии двухслойной литографии не дает абсолютной гарантии качественного взрыва, если применяется методика осаждения металла, не соответствующая рассматриваемой технологии взрывной литографии. Проблема «некачественного взрыва» состоит в следующем. Если технология применяется для формирования расположенных на расстоянии 5-10 мкм друг от друга контактных элементов размером в сотни или тысячи квадратных микрон, точность соблюдения рельефа периметра этих элементов не очень важна. На фоне расстояния между контактными элементами в 10 мкм изменения рельефа в диапазоне 0,1-0,5 мкм не слишком сильно скажутся на протекании сигнала между такими элементами.
Совершенно по иному это отражается на работе приборов с размерами контактных площадок порядка 0,2-2 мкм, расположенных на расстоянии 1-2 мкм друг от друга. Такие структуры типичны для транзисторов или приборов со встречно-штыревыми решетками. Изменение шероховатости рельефа периметра топологического рисунка в этом случае недопустимо, т.к. значительно оно искажает протекание тока в структурах и может привести к локальным пробоям прибора.
Для рассматриваемой технологии взрывной литографии наиболее приемлемо осаждение многослойных покрытий с помощью электронно-лучевого испарения. Только эта технология позволяет гарантированно формировать элементы с субмикронными размерами. Это происходит потому, что осаждение покрытий методом электронно-лучевого испарения однозначно подразумевает высокий уровень предпроцессного вакуума, обеспечивающий прямое направление потока частиц испаряемого материала к поверхности образца по радиусу сферы испарения. При этом на достаточном удалении подложки от испарителя поток вещества направлен практически по нормали ко всей обрабатываемой поверхности.
Следует отметить экономическую составляющую метода осаждения слоев электронно-лучевым испарением. Факел испарения направлен практически по сфере, поэтому размещая обрабатываемые образцы по поверхности сферы факела испарения можно достичь высокой производительности метода, что очень важно при использовании чистых драгоценных материалов – золота, платины, палладия.
Не стоит забывать также о том, что конструкция современных электронно-лучевых испарителей подразумевает постоянство геометрического центра факела испарения при смене материала. В случае осаждения многослойного покрытия следующий испаряемый материал помещается относительно обрабатываемых образцов в ту же точку, что и предыдущий.
Другие методики (магнетронное распыление или терморезистивное испарение) не могут обеспечить таких преимуществ. Терморезистивное испарение хоть и осуществляется в высоком вакууме, но не обеспечивает постоянство геометрического центра факела испарения при осаждении многослойного металлического покрытия, а также требует часто дозагрузки испаряемого металла между процессами.
Магнетронное распыление – газонаполненный процесс со значительно удаленными друг от друга источниками материала – магнетронами. Частицы осаждаемого материала, соударяясь с частицами газа, меняют свою траекторию и осаждаются, в том числе, на боковых стенках профиля фоторезиста. Исправить эту ситуацию очень сложно т.к. изменять обратный наклон профиля фоторезиста невозможно до бесконечности. Значительная удаленность друг от друга магнетронов с различными материалами затрудняет повторяемое осаждение покрытий на большое количество обрабатываемых образцов, число которых можно увеличить за счет повышения габаритов магнетрона, но возникает вопрос о стоимости мишени драгоценного металла. При одновременной обработке 10-15 образцов диаметром 100 мм (типично для электронно-лучевого испарения) речь идет об использовании достаточно крупных слитков золота или платины. Для электронно-лучевого испарителя размеры навески в несколько раз меньше, причем для купольного держателя образцов эффективность использования металла намного выше. Вследствие неравномерного расходования мишени при магнетронном распылении количество недоиспользованного материала перед заменой мишени может составить 40-50%.
Для эффективного решения задач воспроизводимого формирования контактной металлизации с субмикронными размерами элементов могут быть предложены современные отечественные установки, выпускаемые ЗАО «Научное и технологическое оборудование» (С.-Петербург).
Производимые под торговой маркой “SemiTEq” установки осаждения многослойных металлических покрытий методом электронно-лучевого испарения STE EB71 и STE EB65G позволяют одновременно обрабатывать большое количество пластин, обеспечивают успешное взрывное формирование топологических элементов с размерами 0,2-0,3 мкм.
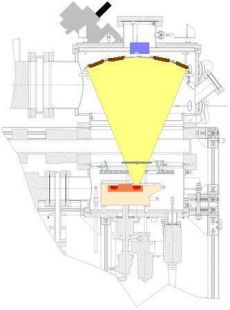
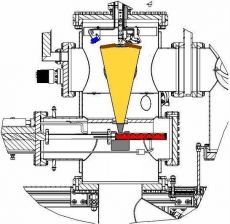
На рис. 3 и 4 представлены осевые сечения процессных камер установок, демонстрирующие правильную геометрию осаждения: тигель с металлом находится в центре, а образцы - на образующей факела испарения.
|
В установках предусмотрена система стабилизации вертикального положения факела испарения. Расположенные по периметру держателя образцов несколько кварцевых толщиномеров позволяют в реальном времени отследить дрейф положения факела по относительному изменению скорости осаждения.
___________________________________________________
В настоящее время установка STE EB71 используется в производственном цикле изготовления СВЧ МИС (Малая Интегральная Схема) и мощных полевых СВЧ транзисторов на основе гетероструктур (Al,Ga)As/GaAs и (Al,Ga)N/GaN и обеспечивает формирования контактных элементов затворов длинной менее 0,5 мкм. Изготавливаемые приборы демонстрируют стабильную работу и длительный срок службы в СВЧ режиме при больших мощностях сигнала, что свидетельствует, в том числе, и о качестве выполненной контактной металлизации (с разрешения ЗАО «Светлана-Рост», С.-Петербург).